CKF have recently installed and commissioned their latest robotic tub palletising system for an international packing and logistics company at their brand new UK facility. The new system is the first robotic automated installation to be successfully completed on this site.
CKF are leaders in automated robotic solutions with more than 30 years’ experience supporting different industries including Food & Beverage, Logistics, Pharmaceutical and Automotive. This is the latest robotic system to have been delivered and commissioned by the experienced engineering team at CKF, aiding the clients drive for the improvement and automation of operations within its packing facility.
The internationally branded confectionery products within round plastic tubs are palletised using two automated independent robot palletising cells. The innovative design of the system is based on a two-tier arrangement with the palletising taking place at a new mezzanine level over the top of the auto delivery pallet system. This arrangement provides for a small foot print at ground floor whilst maximising the vertical space available within the facility.
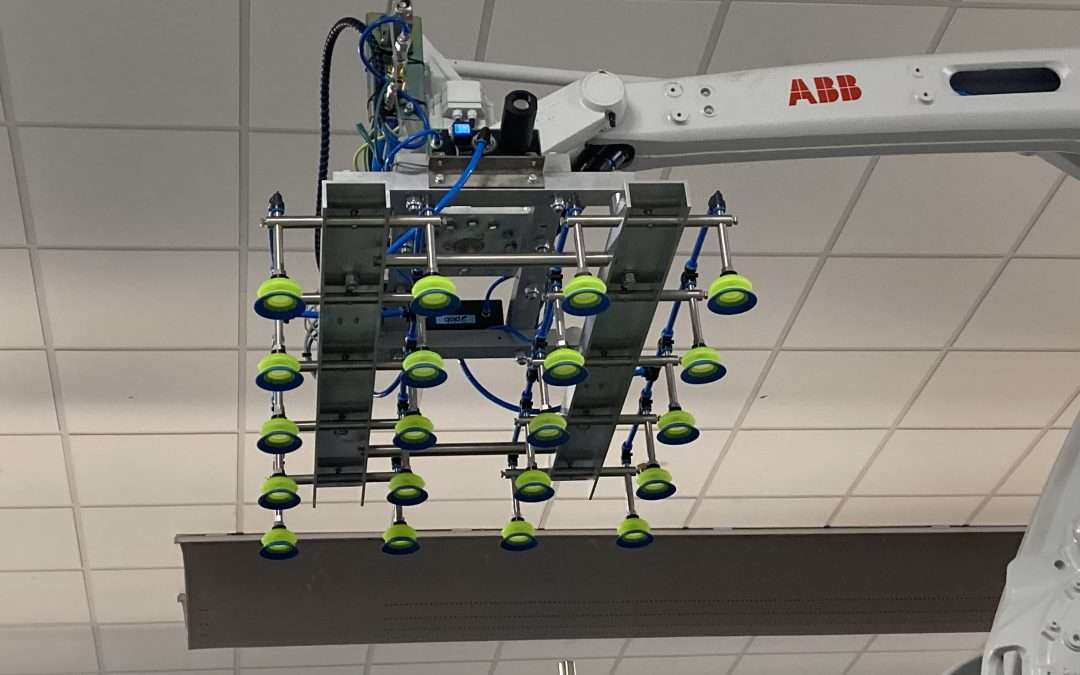
Two ABB IRB 660 robots mounted on tall structural plinths from floor level, are independently fed with filled and sealed tubs at the mezzanine level. An Apollo spiral conveyor, together with a powered roller conveyor on each feed leg, elevates the tubs to the mezzanine level. The layout of the equipment designed by the CKF engineering team provides maximum efficiency within the robot axis whilst the free space below affords improved operational access and increased floor space. The high-level, CKF designed collation table, situated on each infeed leg has an SEW servo driven axis enabling the single feed of tubs to be formatted into a full layer between robot pick cycles. Picking of the full layer is via an array of twenty Piab vacuum cups on a CKF, custom designed robot tool.
Pallets are delivered to the system at ground floor, with each cell being serviced by an automatic de-stacker and Qimarox mk10 lifts. The lifts deliver the empty pallet to the mezzanine floor level, onto which the tub layers are presented. The lifts have auto sheet runners fitted for the delivery of layer separation sheets to be inserted at every two layers in the pallet stack. As the pallet is built, the Qimarox lift descends, layer by layer. The final, filled pallet, is then lowered onto a CKF designed and manufactured pallet discharge system which runs under the mezzanine floor. The filled pallet outfeed system is designed around CKF built roller conveyors, turntables and an Atlanta arm stretch wrapper.
At the heart of the control system is an AB Rockwell 5069-L330 ERS2 safety plc using ethernet IP for system control. The CKF team provided the system with five safety zones within the Troax guarded system. The safety zones and operation are designed such that each cell can function independently, albeit that they share a common pallet outfeed and wrapping system.
Fortress door locks provide suitable access for the operational personnel and Leuze light curtains protect the infeed of the two pallet de-stackers for ease of forklifted pallet replenishment.
Installed, commissioned and handed over to the customer, the system provides a robot pick of sixty tubs per min for each cell and a finished delivery of forty pallets/hour meeting the clients’ specification. Achieving the planned performance, the CKF installation provides the customer with an efficient and flexible automated palletising system.
