Product Conveyors
CKF has a long-established history in the design and manufacture of conveyors, particularly within the food and FMCG sectors.
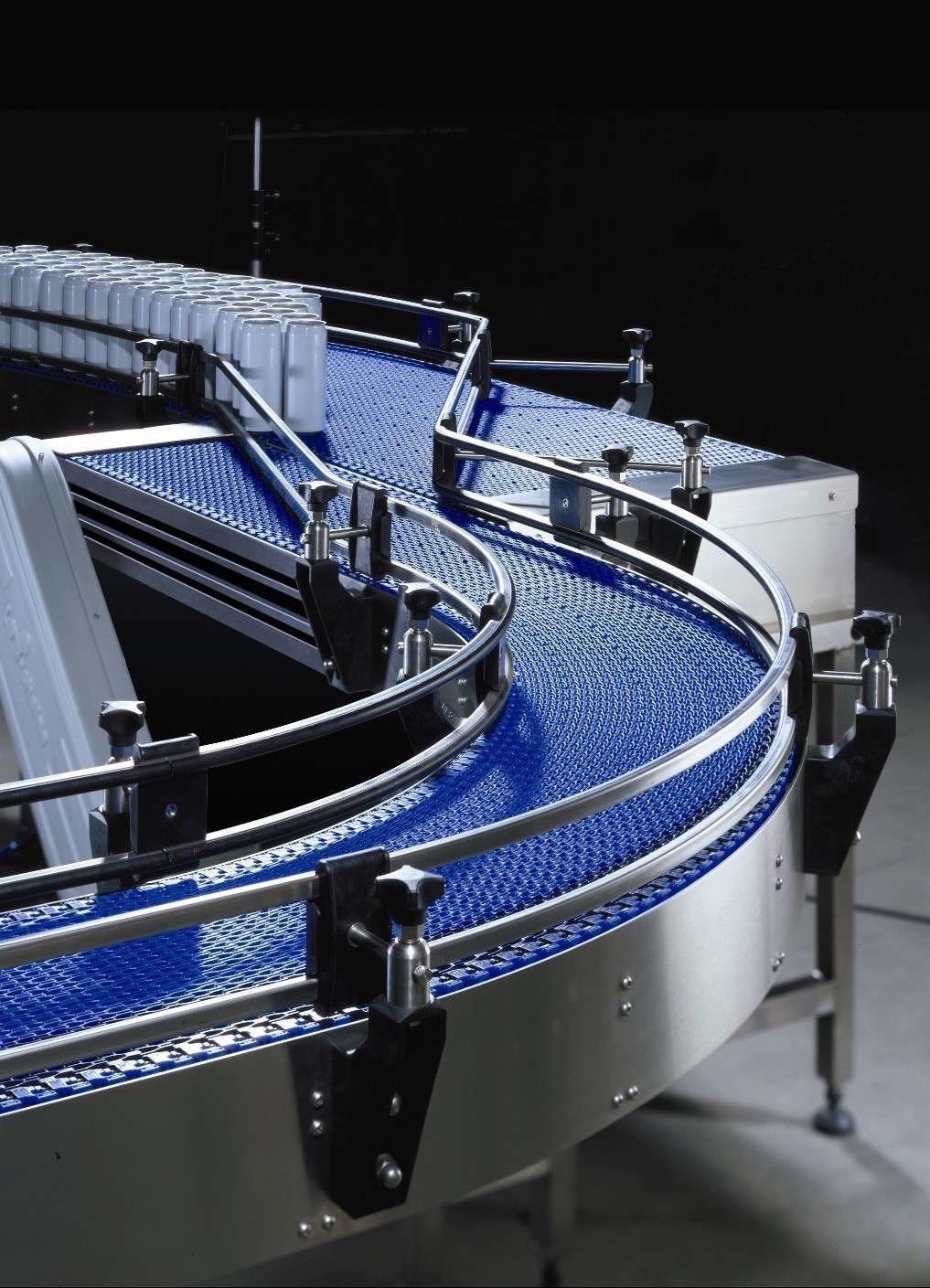
Product conveyors are a particular specialisation and can be offered in numerous forms to handle a vast array of product types. Typical applications would include demanding environments with high levels of airborne contaminants, extreme temperature variations, high levels of water or moisture, use of aggressive cleaning materials and hygiene protocols.
The range of product conveyors varies from units with polyurethane or PVC belting to modular plastic wire belt and slat chain conveyors, all complete with a wide choice of standard add-ons. Further variants within the range include incline and decline, flighted conveyors and troughed bed units.
All conveyors are available in painted mild steel or stainless steel and designed for ease of operation and maintenance with proven records of reliability and performance.



Contact a member of our team today to find out more about our product conveyors.
Our customers
























CKF Systems Limited | Pavilion One | Olympus Park | Quedgeley | Gloucester | GL2 4NF
Tel: +44 (0)1452 728753 Email: info@ckf.co.uk
Privacy Policy | Quality & Standards

")




